

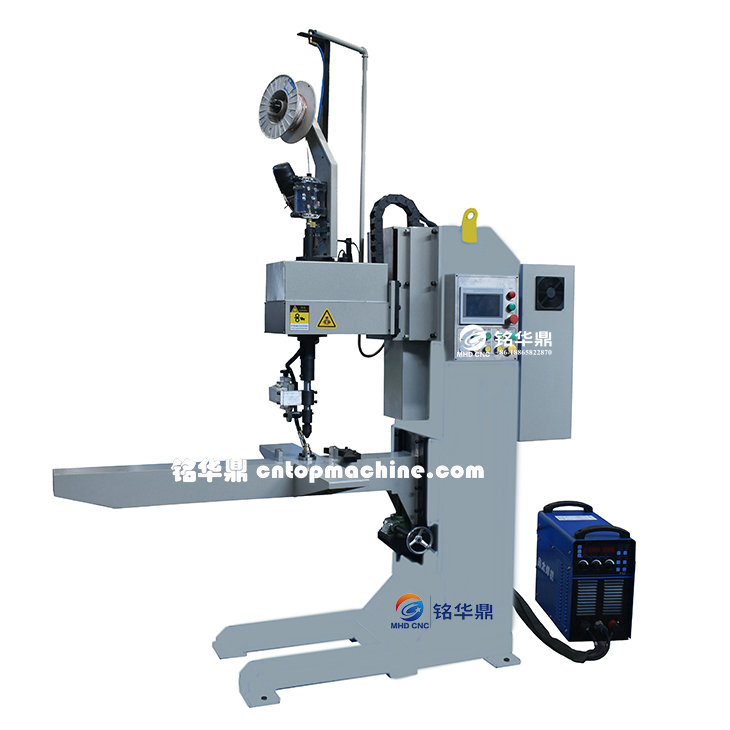
储气筒螺母环缝自动焊


1. 完成储气桶螺母的环缝自动焊接。要求焊接过程稳定连续,成型均匀、美观,熔深、熔宽达到工艺要求,装夹方便。焊完后保证不从焊缝处渗漏。
2. 焊枪成一定角度可上下、左右和角度调整,工件固定, 焊枪旋转。
3. 螺母由夹具定位中心,保证焊缝位置不发生偏移,无需预先点焊。工装夹具用于夹持螺母工件。将封头定位好后,放入螺母,旋转机头落下,由夹头压紧,保证焊接精度。
4. 自动焊接专机采用西门子PLC作为控制核心,控制焊接各程序执行。系统稳定性好,结构简单,便于维护。
5. 焊枪旋转采用进口交流变频驱动器驱动,故障率低,适合长时间使用。
6. 集成式控制面板盒。控制按钮,触摸屏,焊接规范控制等集中在一块集中在一块面板上,使用及操作方便。每一动作的调整都有手动和自动两种功能。
7. 用户客户选择环缝焊接专机,自动焊接储气筒两侧的封头。
主轴箱转速 | 1-8rpm 无极调速 |
主轴电动功率 | 0.37KW |
压缩空气 | 0.4-0.6mpa |
焊枪调整 | 上升调整量:30mm |
左右调整量:30mm | |
倾角:30度-50度 | |
焊丝直径 | 1.0mm、1.2mm |
机器输入电压 | 三相380V或单相220V |
焊接方式 | 气保焊或者氩弧焊,漫圈带搭接量 |






